I came to the conclusion that the heat sink that came with the print head for my Lulzbot was not suitable for modifying for water cooling. There just wasn’t enough material to get a reliable seal between the aluminum heat sink and the 3D printed water jacket. So I designed my own replacement aluminum heat sink. I retained the same overall length, decided to add some fins to optimize the heat transfer and added 3mm of surface for the aluminum heat sink and the water jacket to seal against. I didn't bother adding O-ring groves since I wasn't sure if it would even work.
I decided to stay after hours Friday night to get the aluminum heat sink programmed and machine one for testing over the weekend. It actually worked out pretty great and I got one exactly to spec first try. That doesn't happen often.
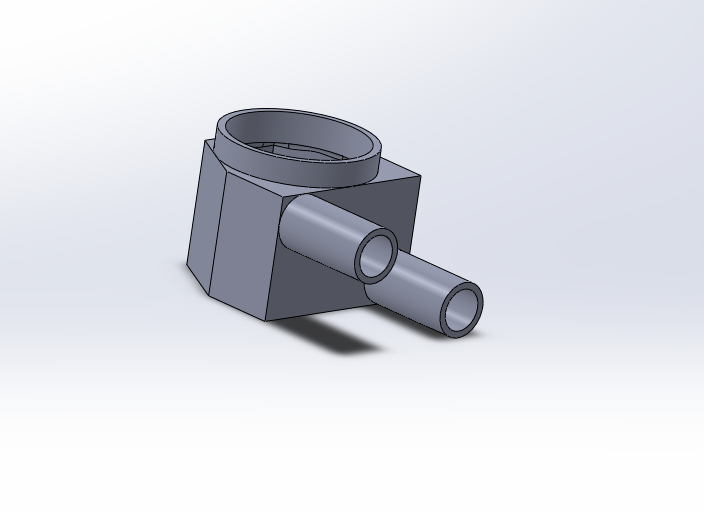
I reworked the 3D printed water jacket to fit the new dimensions of the heat sink. To seal all the connections I've been using Dow-Corning 732 sealant. It’s rated for temperatures up to 177C so I feel pretty comfortable using it on the heat sink. The water itself is probably the limiting factor in how hot the heat sink can get.
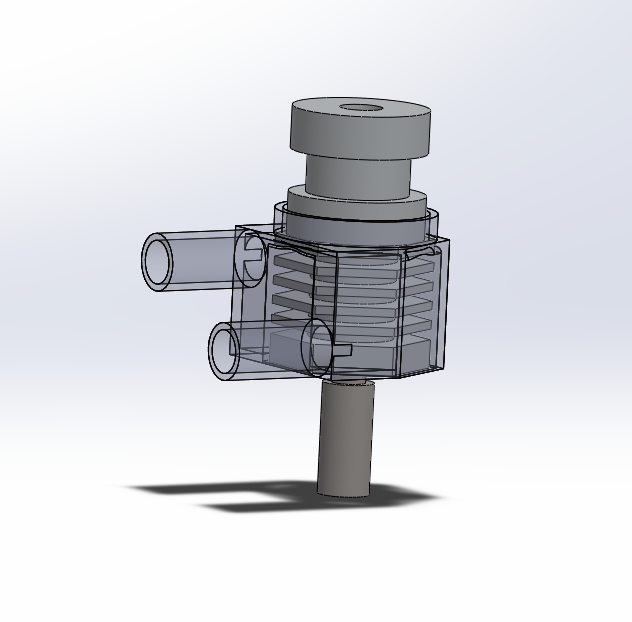
After assembling the new heat sink and letting it dry I performed some flow testing to check for leaks. Everything looked great. I also ensured it could be installed into the print head without compromising the seal. The upper seal failed on the previous iteration when the RTV upper seal tore when it was installed in the aluminum support block.
The next step, install in the printer and see if it works. I started with just installing the cooling system and tool head and running the pump for a while just to make extra certain there were no leaks. Everything still worked great so I decided to power up the hot end. To test its performance I used the thermocouple of my Fluke 87 placed within the heat sink at a point just above the heat break. This should be the hottest point of the heat sink and as long as temperatures stay cool there, the rest should be even cooler.
At 100 degrees C the thermocouple showed a temperature increase of about 2 degrees C over ambient. This was with the pump running at 100%. Pleased with this result I set the temperature to 200 C (printing temperature for PLA). It took the hot end much longer to get there but eventually it settled in at about 198 C. Again the thermocouple showed about a 2 to 3 degree increase above ambient. I decided to push the temperature up to 250 but ran into a problem at this point. It turns out the heater was unable to heat the hot end beyond 200 with the pump flowing at 100%.
I then decided to see how low the flow needed to be in order for the heater to work effectively. To modulate the flow I used a DC power supply that gave me fairly fine control over voltage. To help see the flow better I added some glitter to the water. This helped me ensure that not only everything was working but also judge the waters relative velocity. After some testing I found that my current design wicks away the heat far too efficiently for the hot end to keep up. The bare minimum voltage that the pump would operate at seemed to be about 2.5 volts (fairly impressive) but even the tiniest trickle would cause the temperature inside the heat sink to plummet and the temperature at the hot end to follow suit. I suppose working too well is better than not working at all!
To completely test the system I decided to do a 'dry run' print (no hot end temp or bed temp set) and see how the heat jacket stands up to the rapid movements of the printer while it was running. It passed with flying colors and shows it can work.
I've learned many things that could help shape the next iteration. Now I just have to go back to CAD for some tweaking for Rev C.